Un expert encoulée sous pression par gravité - Ningbo Yinzhou Xuxing Machinery Co., Ltd.vous indique aujourd'hui la classification et les différentes caractéristiques decoulée sous pression par gravité.
NotreMoulage sous pression par gravitéLes produits artisanaux ont été reconnus par nos clients pour leur excellent savoir-faire et leur excellente qualité !
Il existe de nombreuses méthodes de traitement pour transformer des matériaux métalliques en produits souhaités, tels que le moulage, le forgeage, l'extrusion, le laminage, l'étirage, l'estampage, la découpe, la métallurgie des poudres, etc. Parmi eux, le moulage est le processus le plus basique, le plus couramment utilisé et le plus complexe.
Le métal fondu est coulé dans un moule creux en matériaux résistants aux hautes températures, et après condensation, un produit de la forme souhaitée est obtenu, qui est coulé. Le produit résultant est un moulage.
La coulée peut être divisée en coulée de métaux ferreux (y compris la fonte, l'acier moulé) et la coulée de métaux non ferreux (y compris l'alliage d'aluminium, l'alliage de cuivre, l'alliage de zinc, l'alliage de magnésium, etc.) selon le matériau de la coulée. L'usine de moulage de précision non ferreux est spécialisée dans le moulage de métaux non ferreux, en mettant l'accent sur le moulage d'alliages d'aluminium et d'alliages de zinc.
La coulée peut être divisée en coulée de sable et coulée de métal selon le matériau du moule de coulée. L'usine de coulée de précision est pratique avec les deux processus de coulée, et conçoit et fabrique elle-même ces deux types de moules de coulée.
La coulée peut également être divisée en coulée par gravité et coulée sous pression selon le processus de coulée du métal en fusion. La coulée par gravité fait référence à un processus dans lequel du métal en fusion est injecté dans un moule sous l'action de la gravité terrestre, également connu sous le nom de coulée. La coulée par gravité au sens large comprend la coulée de sable, la coulée de métal, la coulée de précision, la coulée de mousse perdue, la coulée de boue, etc. ; la coulée par gravité au sens étroit fait référence à la coulée de métal. Le moulage sous pression fait référence à un processus dans lequel du métal en fusion est injecté dans un moule sous l'action d'autres forces externes (à l'exclusion de la gravité). Le moulage sous pression au sens large comprend le moulage sous pression et le moulage sous vide des machines de moulage sous pression, le moulage à basse pression, le moulage par centrifugation, etc. ; le moulage sous pression au sens étroit fait référence au moulage sous pression de métal de machines de moulage sous pression, appelé moulage sous pression. L'usine de moulage de précision est depuis longtemps engagée dans le moulage par gravité de moules en sable et en métal. Ces procédés de coulée sont les plus couramment utilisés dans la coulée des métaux non ferreux et ont les prix relatifs les plus bas.
moulage en sable
Le moulage au sable est un processus de moulage traditionnel qui utilise du sable comme matériau de moulage principal pour fabriquer des moules. Les moules en sable utilisent généralement la coulée par gravité, et la coulée à basse pression, la coulée centrifuge et d'autres procédés peuvent également être utilisés en cas d'exigences particulières. Le moulage au sable a une large gamme d'adaptabilité, de petites pièces, de grandes pièces, des pièces simples, des pièces complexes, des pièces uniques et de grands lots peuvent être utilisés. Les moules pour le moulage au sable étaient autrefois principalement en bois, communément appelés moules en bois. Afin de modifier les inconvénients des moules en bois, tels que la déformation et les dommages faciles, Xudong Precision Casting Factory a remplacé tous les moulages en sable produits par une seule pièce par des moules en alliage d'aluminium ou des moules en résine avec une précision dimensionnelle élevée et une longue durée de vie. Bien que le prix ait augmenté, il reste beaucoup moins cher que le moule utilisé pour la coulée de moules métalliques. Dans la production de petites séries et de grandes pièces, l'avantage de prix est particulièrement important. De plus, les moules en sable sont plus réfractaires que les moules en métal, de sorte que les matériaux à point de fusion plus élevé tels que les alliages de cuivre et les métaux ferreux sont également principalement utilisés dans ce processus. Cependant, le moulage au sable présente également certains inconvénients : étant donné que chaque moulage au sable ne peut être coulé qu'une seule fois, le moulage est endommagé après l'obtention du moulage et doit être remodelé, de sorte que l'efficacité de production du moulage au sable est faible ; et parce que la nature globale du sable est douce et poreuse, les moulages au sable ont donc une précision dimensionnelle inférieure et des surfaces plus rugueuses. Cependant, l'usine de moulage de précision a accumulé de nombreuses années d'accumulation de technologie, ce qui a considérablement amélioré l'état de surface des moulages au sable, et l'effet après grenaillage est comparable à celui des moulages métalliques.
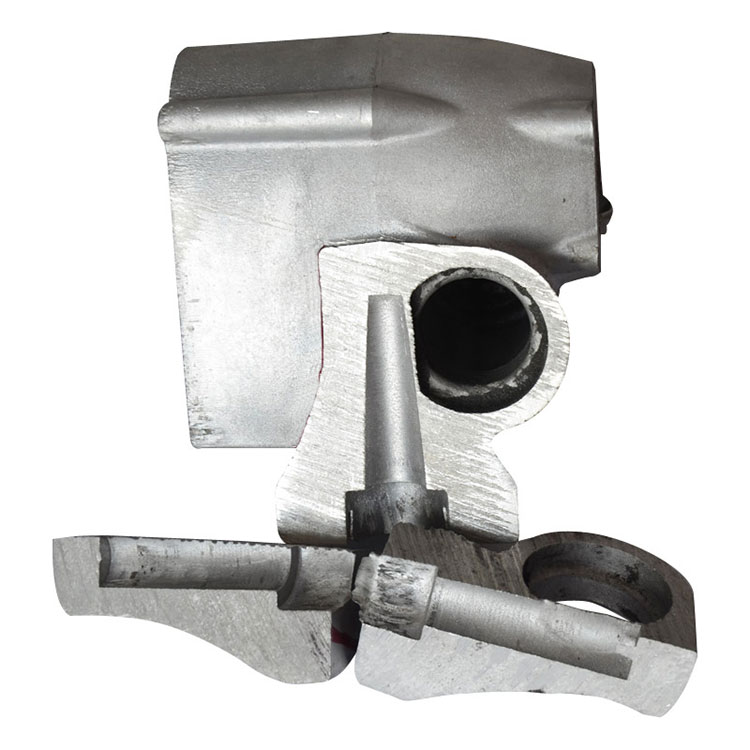
coulée de moules en métal
Il s'agit d'un procédé moderne de fabrication de moules creux en alliage d'acier résistant à la chaleur. Les moules métalliques peuvent être coulés par gravité ou coulés sous pression. Le moule de coulée du moule en métal peut être utilisé à plusieurs reprises. Chaque fois que le métal en fusion est coulé, une coulée est obtenue, avec une longue durée de vie et une efficacité de production élevée. La coulée du moule en métal a non seulement une bonne précision dimensionnelle et une surface lisse, mais a également une résistance supérieure à celle du moule en sable à condition de verser le même métal en fusion, et est moins susceptible d'être endommagée. Par conséquent, dans la production en série de pièces moulées moyennes et petites de métaux non ferreux, tant que le point de fusion du matériau de coulée n'est pas trop élevé, la coulée en moule métallique est généralement préférée. Cependant, la coulée de moules en métal présente également certaines lacunes : étant donné que l'acier allié résistant à la chaleur et le traitement des cavités creuses sont relativement coûteux, le coût du moule du moule en métal est élevé, mais le coût global du moule de coulée sous pression est relativement peu cher. trop. Pour une production en petite série, le coût du moule alloué à chaque produit est évidemment trop élevé, ce qui n'est généralement pas acceptable. Et parce que le moule du moule métallique est limité par la taille du matériau du moule et la capacité de l'équipement de traitement de la cavité et de l'équipement de coulée, il est également impuissant pour les pièces moulées particulièrement grandes. Par conséquent, dans la production de petits lots et de grandes pièces, le moulage en moule métallique est rarement utilisé. De plus, bien que le moule métallique adopte un acier allié résistant à la chaleur, sa résistance à la chaleur est encore limitée. Généralement, il est principalement utilisé dans la coulée d'alliages d'aluminium, d'alliages de zinc et d'alliages de magnésium. encore moins.
moulage sous pression
Le moulage sous pression est la pression des moules métalliques sur une machine de moulage sous pression et est le processus de moulage le plus productif. Les machines de moulage sous pression sont divisées en deux catégories : les machines de moulage sous pression à chambre chaude et les machines de moulage sous pression à chambre froide. La machine de coulée sous pression à chambre chaude a un haut degré d'automatisation, moins de perte de matière et une efficacité de production plus élevée que la machine de coulée sous pression à chambre froide. Les moulages sous pression en alliage d'aluminium qui sont largement utilisés aujourd'hui ne peuvent être produits que sur des machines de moulage sous pression à chambre froide en raison de leur point de fusion élevé. La principale caractéristique du moulage sous pression est que le métal en fusion remplit la cavité sous haute pression et à grande vitesse, et est formé et solidifié sous haute pression. L'air dans la cavité est enveloppé à l'intérieur du moulage pour former des pores sous-cutanés, de sorte que le moulage sous pression en alliage d'aluminium ne doit pas être traité thermiquement et que le moulage sous pression en alliage de zinc ne doit pas être pulvérisé sur la surface (mais il peut être peint). Sinon, les pores internes de la pièce moulée se dilateront en raison de la dilatation thermique et provoqueront la déformation ou la formation de bulles de la pièce moulée lorsque le traitement mentionné ci-dessus est effectué. En outre, l'allocation de coupe mécanique des pièces moulées sous pression doit également être plus petite, généralement autour de 0,5 mm, ce qui peut non seulement réduire le poids des pièces moulées, réduire la quantité de coupe pour réduire les coûts, mais également éviter de pénétrer dans la couche dense de surface et d'exposer sous-cutanée pores, provoquant la mise au rebut de la pièce.