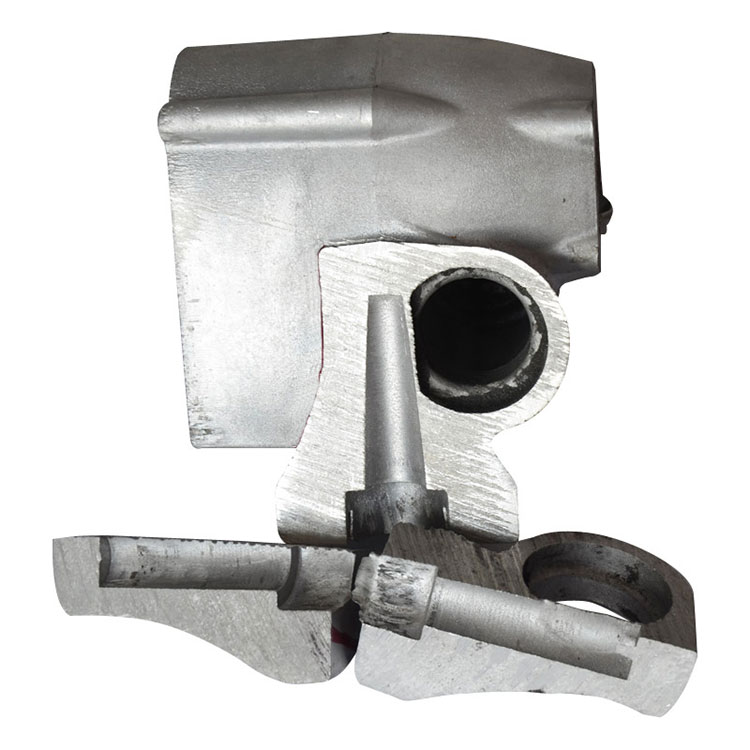
Porosité de retrait
(fonte d'aluminium)Caractéristiques des défauts : la porosité de retrait des pièces moulées en aluminium se produit généralement au niveau de la partie épaisse de la racine de la colonne montante volante près de la carotte intérieure, de la transition d'épaisseur de la paroi et de la paroi mince avec un grand plan. Lorsqu'elle est moulée, la fracture est grise, jaune clair, gris blanc, jaune clair ou gris noir après traitement thermique. C'est un nuage comme sur le film radiographique, et un rétrécissement et un relâchement filamenteux sérieux peuvent être trouvés par rayons X, une fracture à faible grossissement par fluorescence et d'autres méthodes d'inspection
causes
(fonte d'aluminium)1. Mauvais effet d'alimentation de la colonne montante
2. Trop de gaz en charge
3. Surchauffe près de la porte
4. Le moule à sable a trop d'humidité et le noyau de sable n'est pas séché
5. Grain d'alliage grossier
6. La position du moulage dans le moule est incorrecte
7. La température de coulée est trop élevée et la vitesse de coulée est trop rapide
Méthodes de prévention
(fonte d'aluminium)1. Ajoutez du métal fondu de la colonne montante pour améliorer la conception de la colonne montante
2. La charge du four doit être propre et exempte de corrosion
3. Une colonne montante doit être fixée au retrait de la pièce coulée, et le fer froid doit être placé ou utilisé en combinaison avec la colonne montante
4. Contrôlez la teneur en humidité du sable de moulage et séchez le noyau de sable
5. Prendre des mesures pour affiner le grain
6. Améliorez la position de la coulée dans le moule et réduisez la température de coulée et la vitesse de coulée